

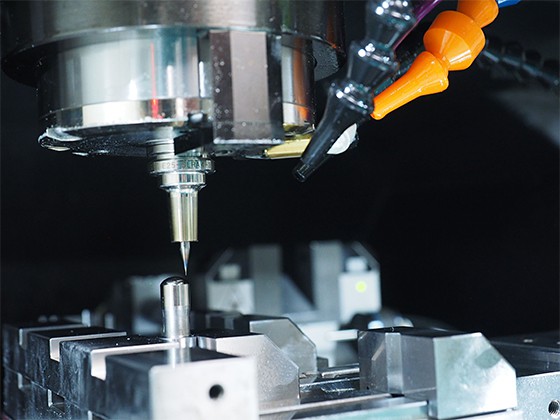
微細加工技術
Micro fabrication
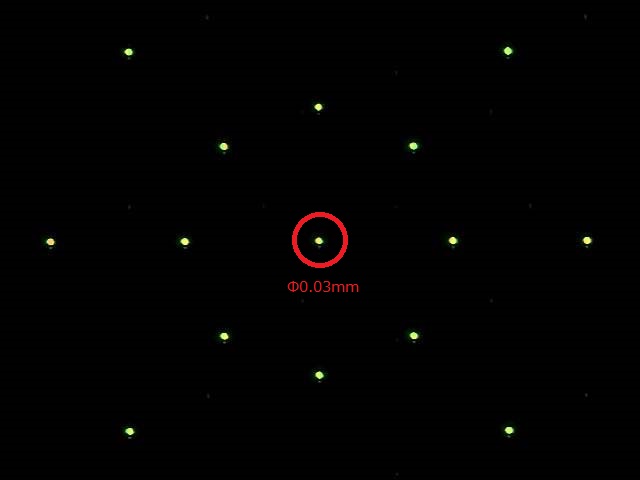
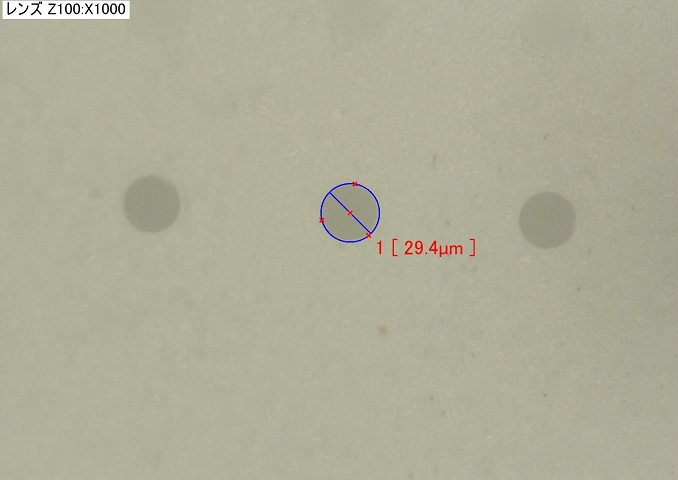
最小Φ0.03mmの極小穴加工や、Ra0.003μmを実現する鏡面切削加工など、微細加工技術の向上に日々研鑽しています。
微細、鏡面加工技術をいかして、微細ヘール加工や、微細シボ加工、0.5㎜以下のマイクロニードル加工や微細溝マイクロ流路加工など、様々な微細加工にチャレンジします。
Y-MOLDの微細加工技術

対応素材
| ステンレス | SUS420J2(HPM38、STAVAX)、SUS630(NAK101)、SUS440C(ELMAX)、SUS316 など |
|---|---|
| プリハードン鋼 | SCM440、HPM7、NAK55、NAK80など |
| 焼入れ鋼 | SKD61、SKD11、SKD12など |
| 超硬 | |
| チタン | 純チタン、64チタン、βチタン など |
| アルミ | A5052,A5056,A6061,A7075 など |
| その他 | アクリル など |
※上記にない素材もお問合せください。
Y-MOLDがいい繊細加工をつくれる理由
#Y-MOLD #美彩な微細加工
#1最短5日

いいものをより早く。条件次第では最短5日の短納期加工実績があります。
#2ミクロンレベルの加工技術
Y-MOLDの技術は±0.001mm。いい加工技術でいい微細加工品をつくっています。
#3設備がいい

毎年最新設備を導入中。高精度加工機がたくさんそろっています。
#4温度変化ほぼなし

精密空調で23℃±1℃の恒温環境で繊細加工品をつくっています。
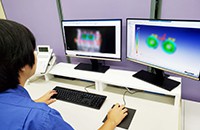
#5微細な検査ができる

3次元画像測定器、電子顕微鏡(SEM)で、微細加工品の精度、形状をしっかり測定。
鏡面切削加工

鏡面切削リフレクター
| 被削材 | GHX HRC52 |
|---|---|
| 工具 | R0.3ボールエンドミル |
| 面粗度 | Ra0.03μm |
鏡面切削リフレクター
| 被削材 | SUS420J2 HRC52 |
|---|---|
| 工具 | R0.3ボールエンドミル |
| 面粗度 | Ra0.038μm |


鏡面切削サンプル1
(日進工具トライアルキット)
(日進工具トライアルキット)
| 被削材 | ELMAX(HRC60) |
|---|---|
| 工具 |
PCDRB R0.75 ボールエンドミル |
| 面粗度 |
Ra0.02μm ※最良部:Ra0.004μm!! |
| 加工時間 | 15h |

鏡面切削サンプル2
| 被削材 | SUS420J2 HRC52 |
|---|---|
| 工具 | R0.3ボールエンドミル |
| 面粗度 | Ra12nm |
鏡面切削サンプル3
| 被削材 | SUS440C HRC52 |
|---|---|
| 工具 | R0.3ボールエンドミル |
| 面粗度 | Ra0.038μm |
鏡面切削+鏡面ブラスト処理
| 被削材 | NAK80 |
|---|---|
| 工具 | R0.25ボールエンドミル |
| 面粗度 |
Ra0.08μm(処理前) ↓ Ra0.008μm(処理後) |

鏡面切削ライトガイド
| 被削材 | SUS420J2 HRC52 |
|---|---|
| 工具 | R0.3ボールエンドミル |
| 面粗度 | Ra0.018μm |
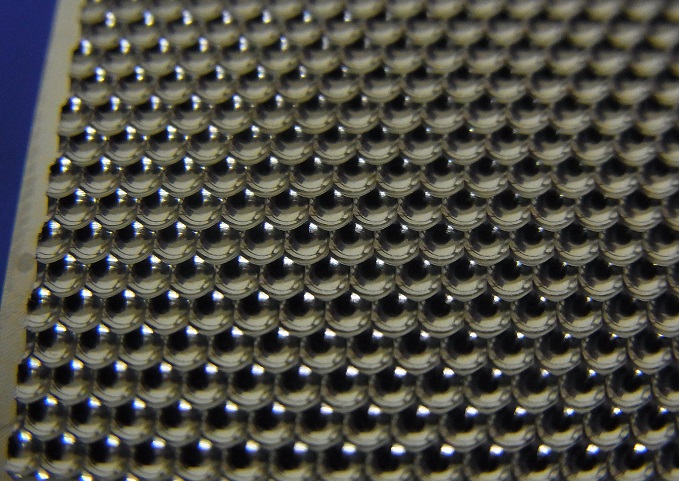
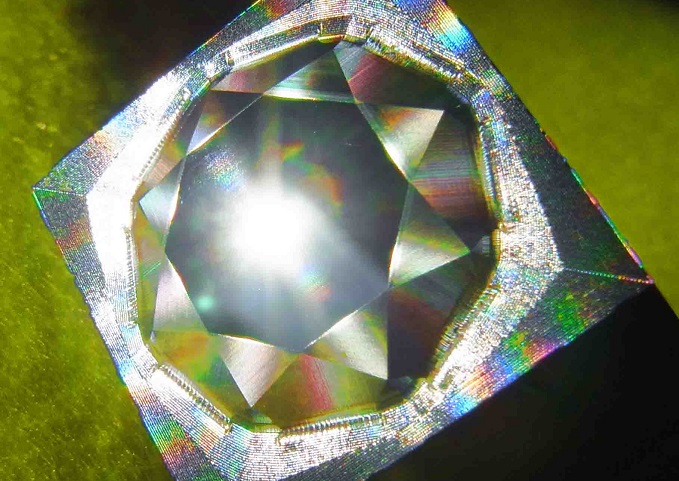
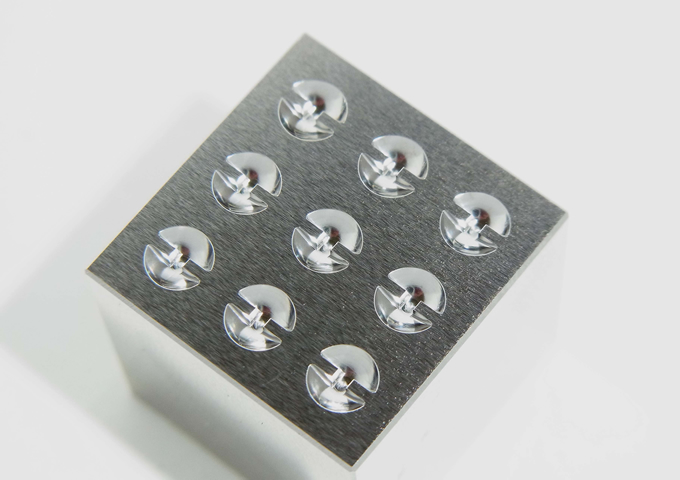
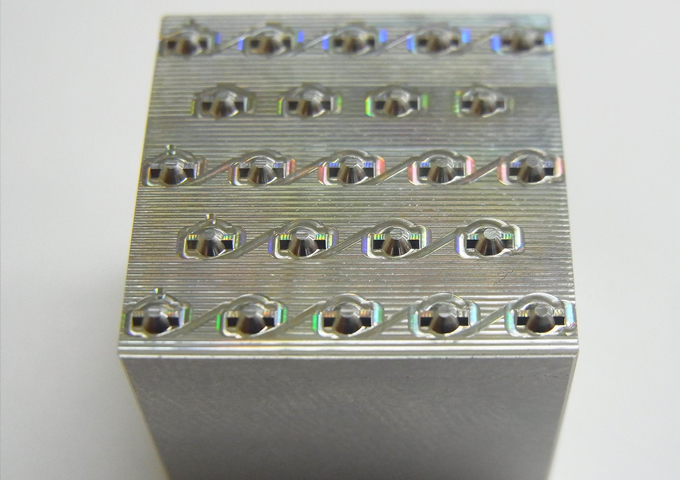
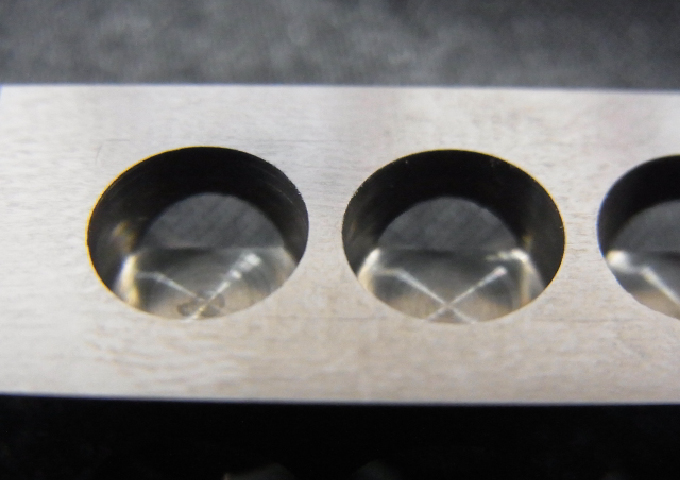
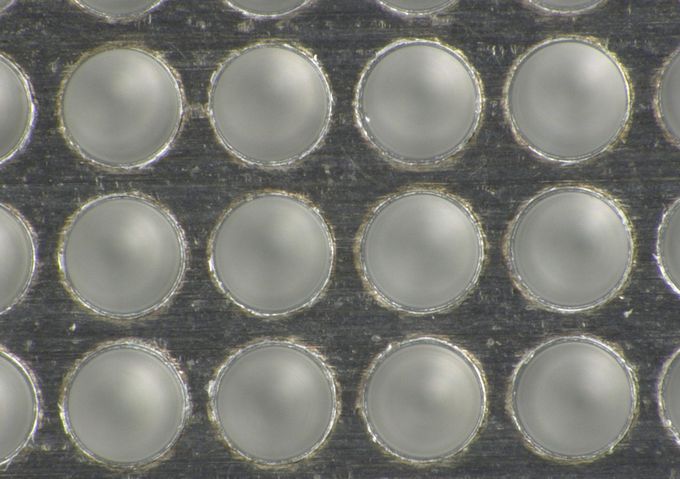
鏡面切削球面アレイ
| 被削材 | SUS420J2 HRC52 |
|---|---|
| 工具 | R0.3ボールエンドミル |
| 面粗度 | Ra0.1μm |
超硬 鏡面切削サンプル
| 被削材 | 超硬 EF10 HRA92 |
|---|---|
| 工具 | R0.3ボールエンドミル |
| 面粗度 | Ra0.003μm |
| 加工機 | 碌々産業 MEGAIII |
|---|---|
| 被削材 | SUS440C |
| 最小工具 | R0.1ボールエンドミル |
| 加工時間 | 5h |
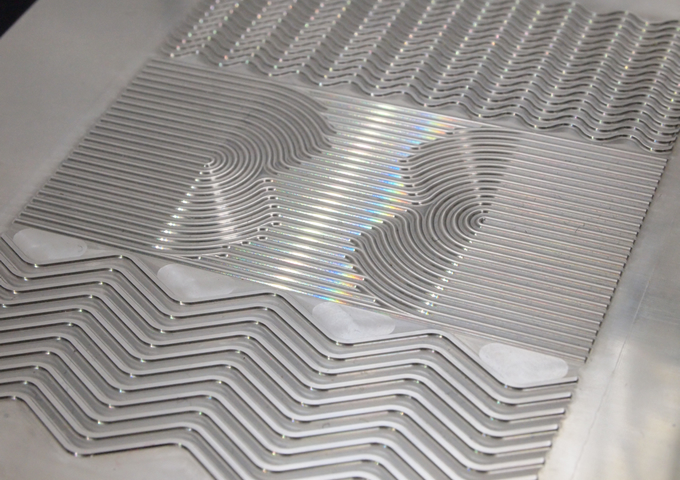
燃料電池セパレータ金型
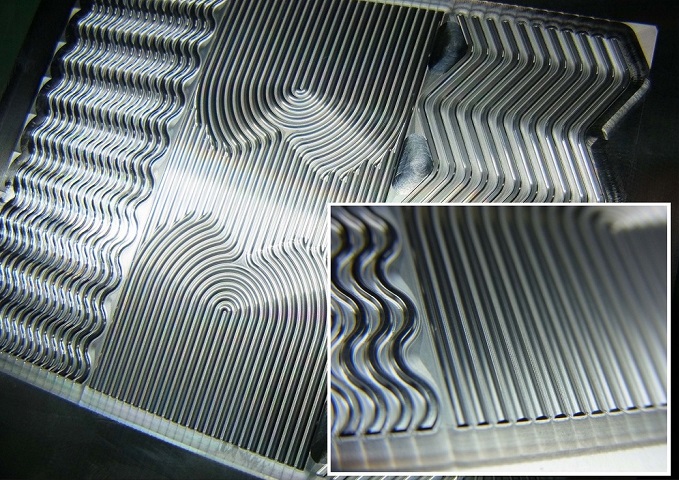
| 被削材 | 超硬 VM40 HRA90 |
|---|---|
| 工具 | R0.2ボールエンドミル |
| 被削材 | SUS420J2 |
|---|---|
| 工具 | R0.2ボールエンドミル |
材質、形状など本内容の詳細につきましては、お問合せください。
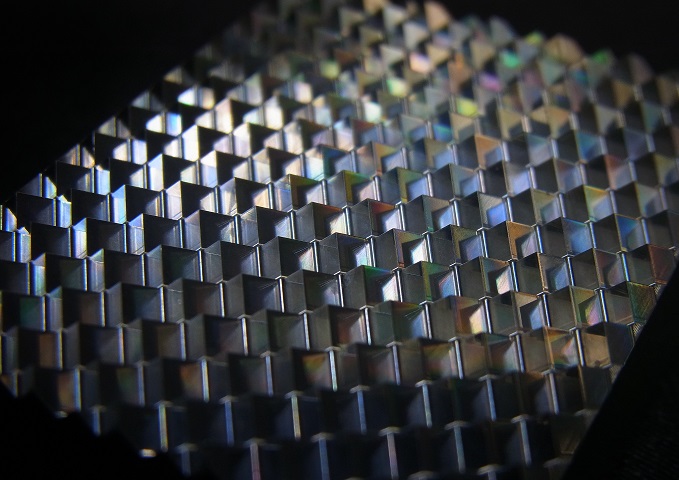
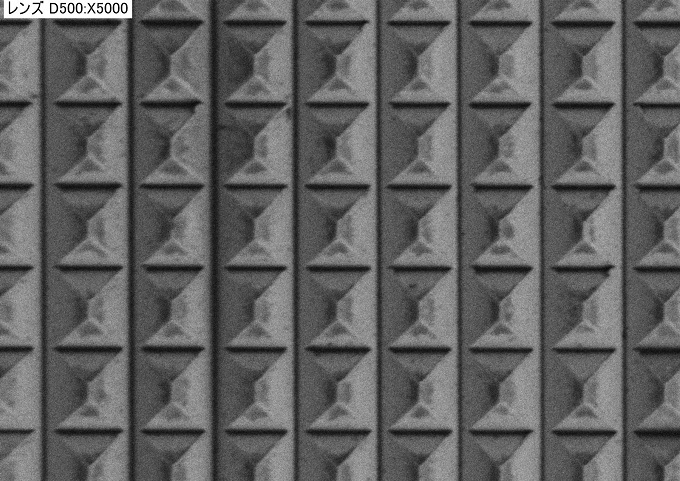
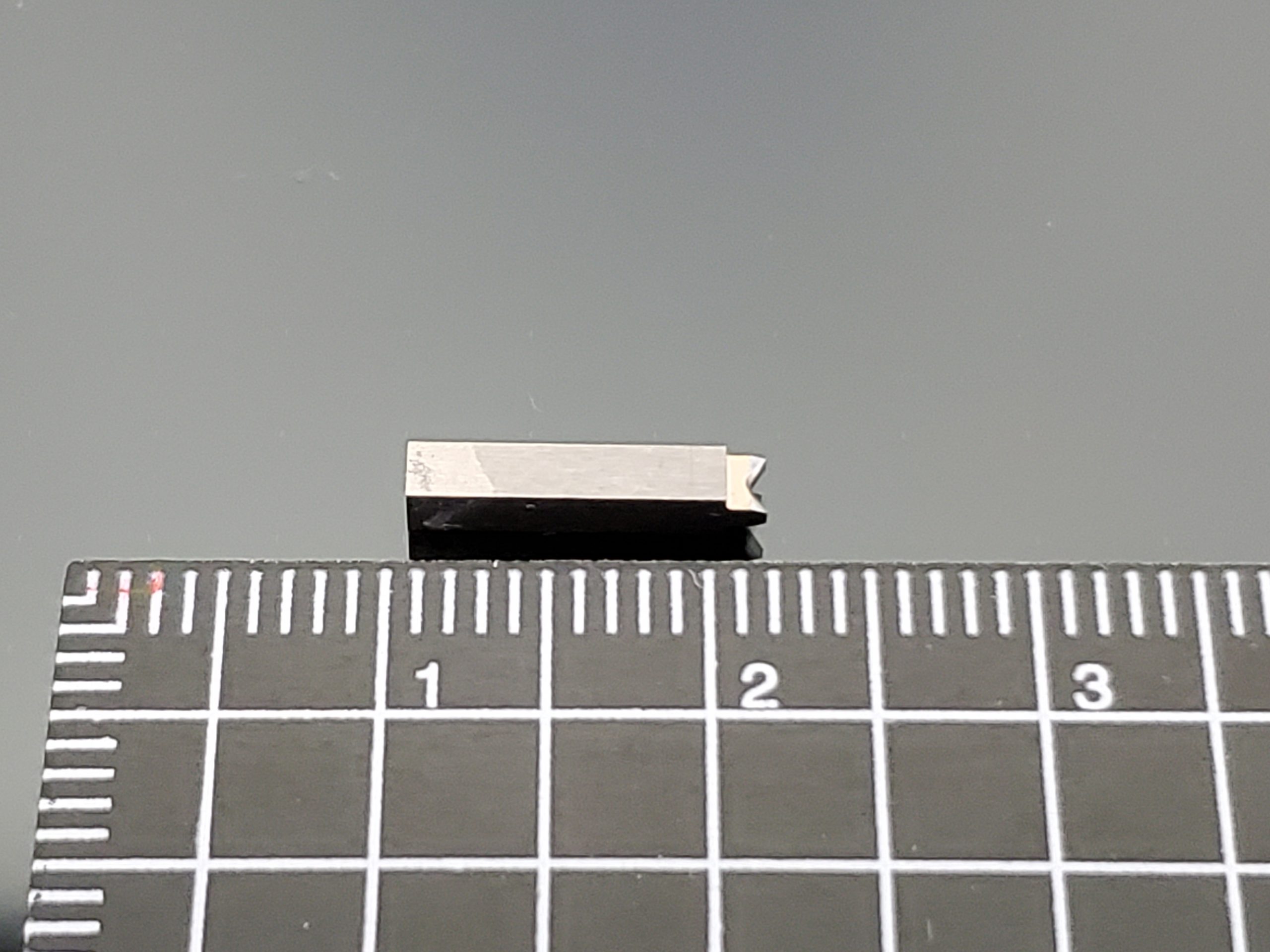
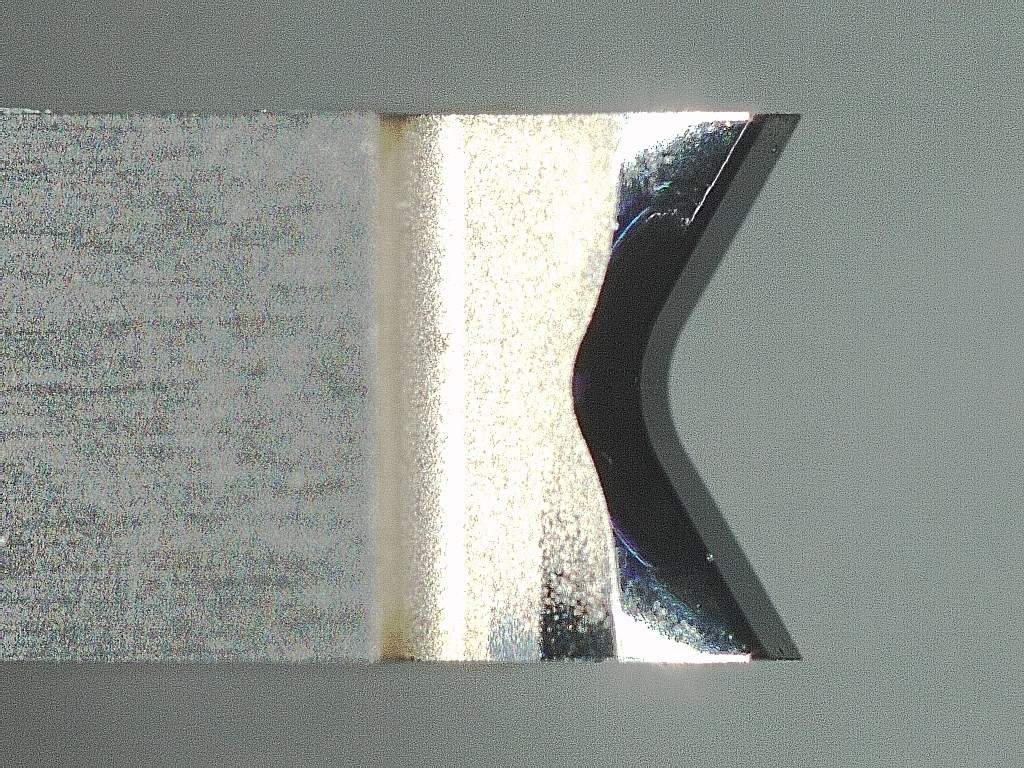
ヘール加工
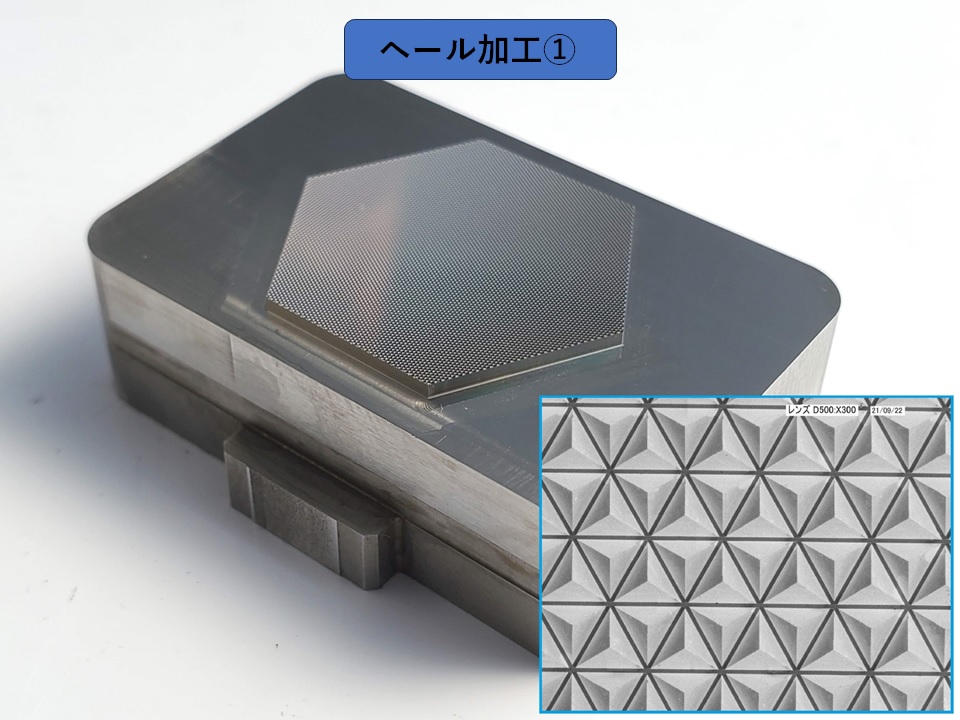
| 被削材 | SUS420J+Ni-Pメッキ |
|---|---|
| 工具 | 単結晶ダイヤモンドバイト |
| 形状寸法 |
角度70.529° ピッチ0.173mm 加工深さ0.082mm |
| 被削材 | アクリル |
|---|---|
| 工具 | 単結晶ダイアモンドバイト |
| 形状寸法 | ピッチ:1.65mm 加工深さ2mm |
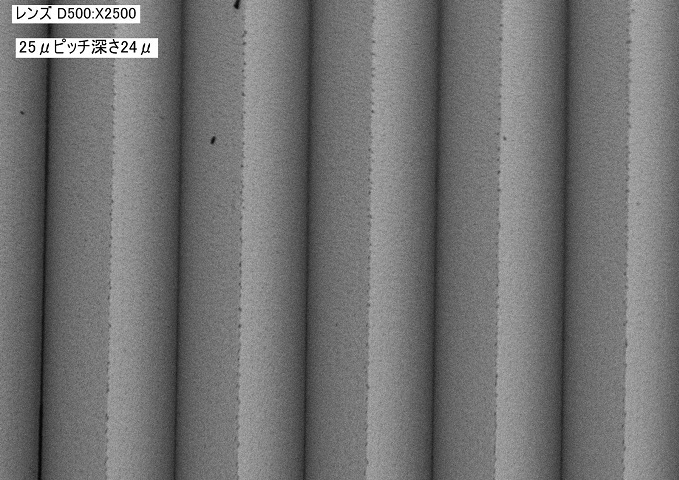
| 被削材 | Ni-Pメッキ |
|---|---|
| 工具 | 単結晶ダイヤモンドバイト |
| 形状寸法 | V溝ピッチ25μm深さ24μm |
| 被削材 | Ni-Pメッキ |
|---|---|
| 工具 | 単結晶ダイヤモンドバイト |
| 形状寸法 | V溝ピッチ8μm深さ4μm |
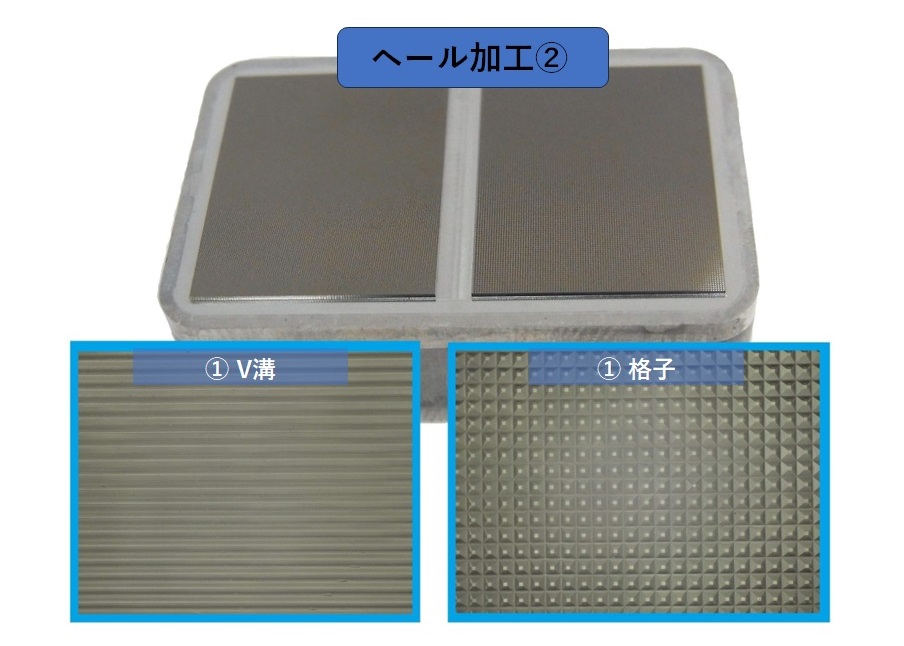
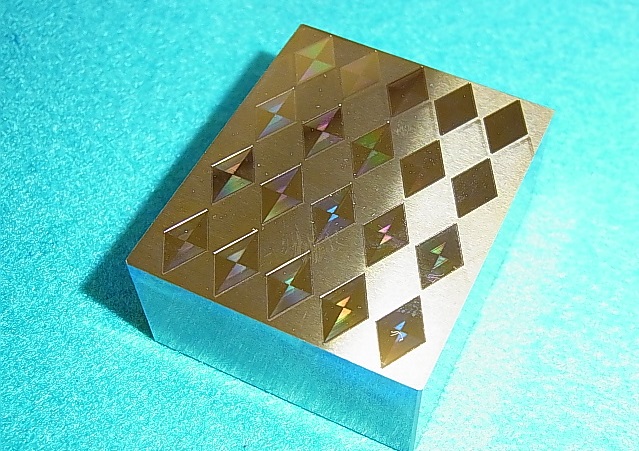
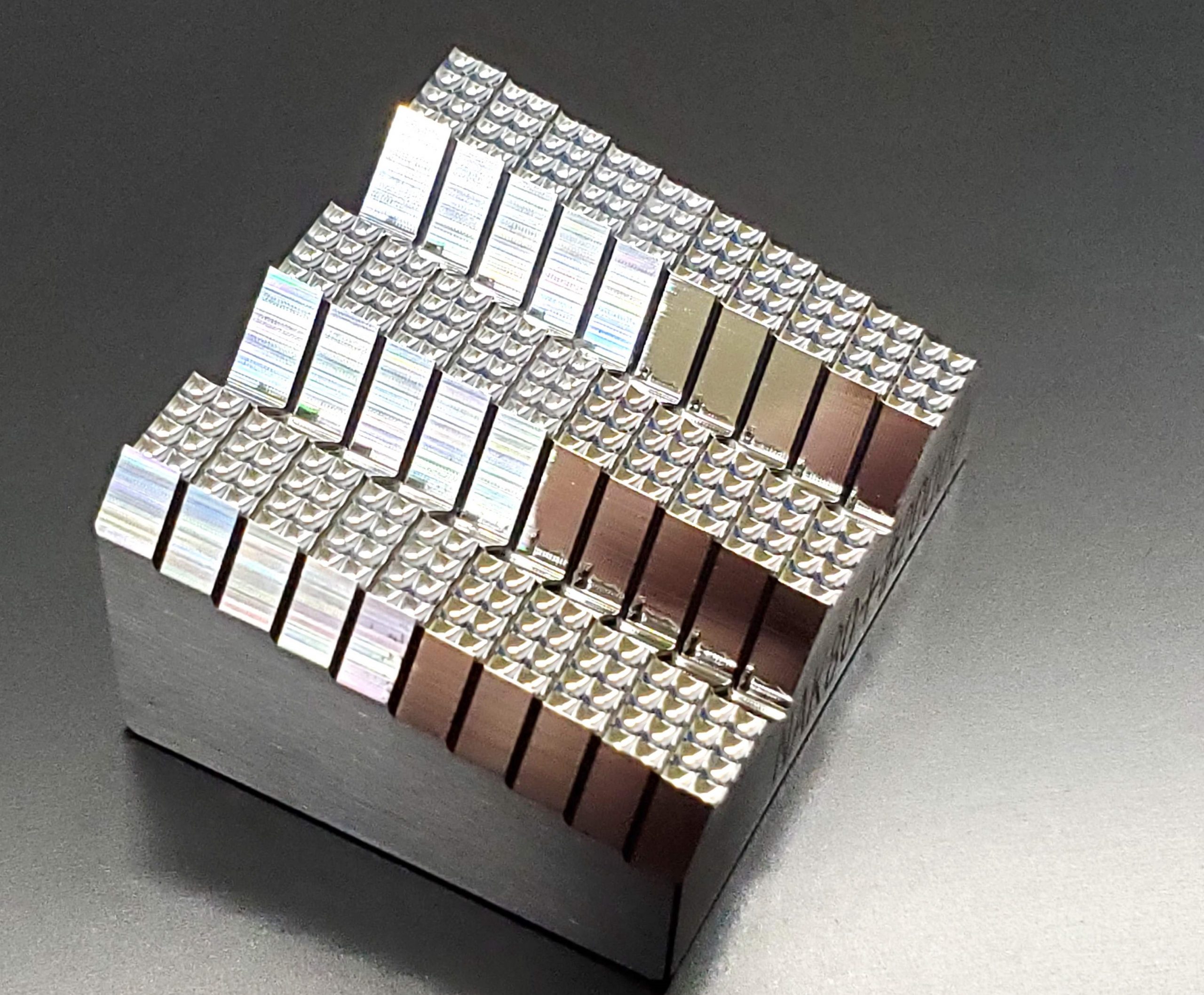
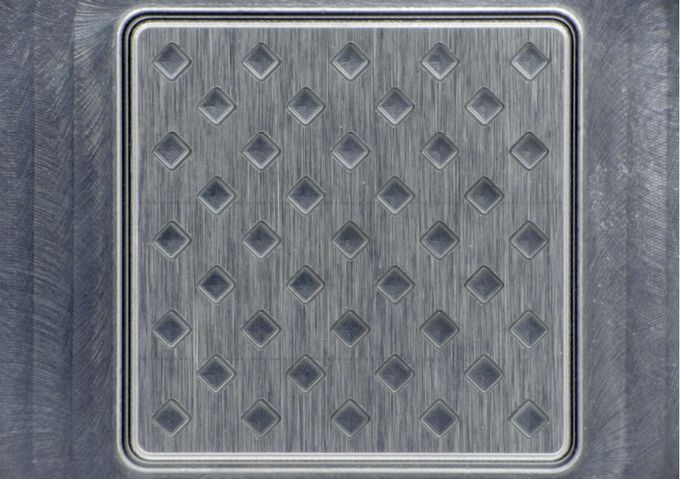
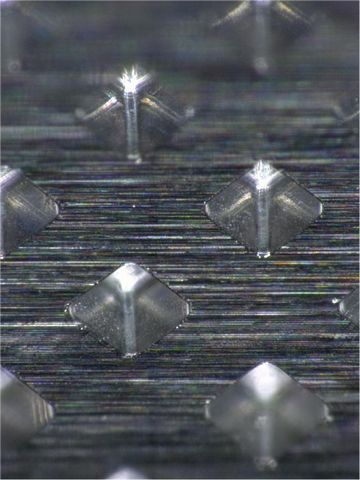
| 被削材 | SUS420J+Ni-Pメッキ |
|---|---|
| 形状寸法 |
①V溝 角度55° ピッチ0.07mm 深さ 0.05mm ②格子 角度55° ピッチ0.14mm 深さ 0.10mm |

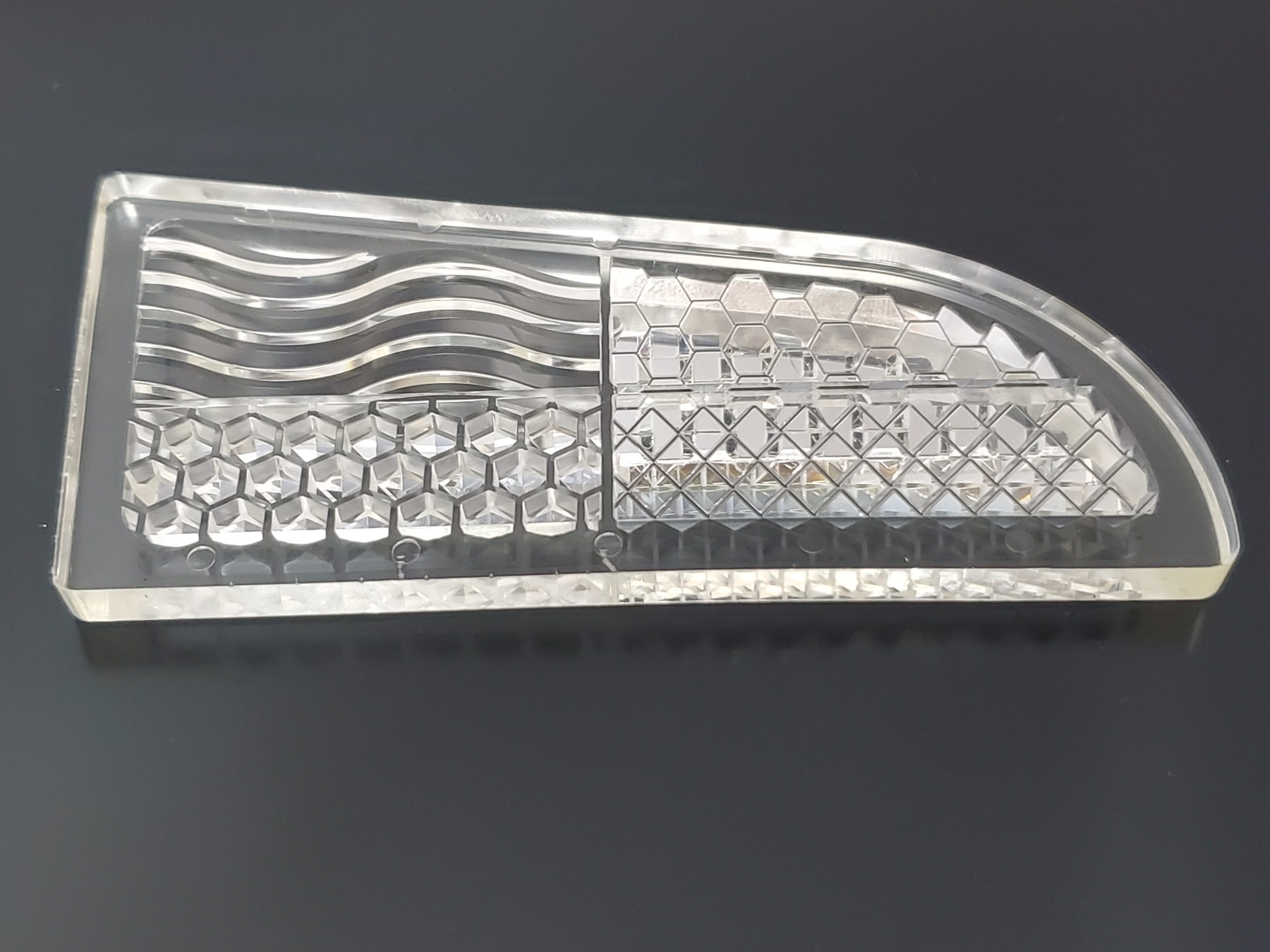
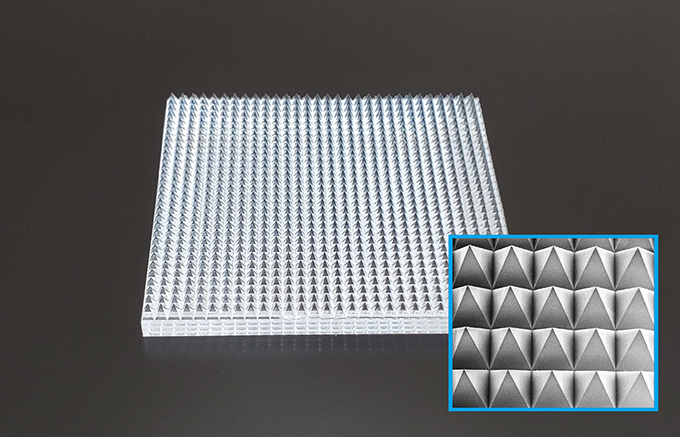
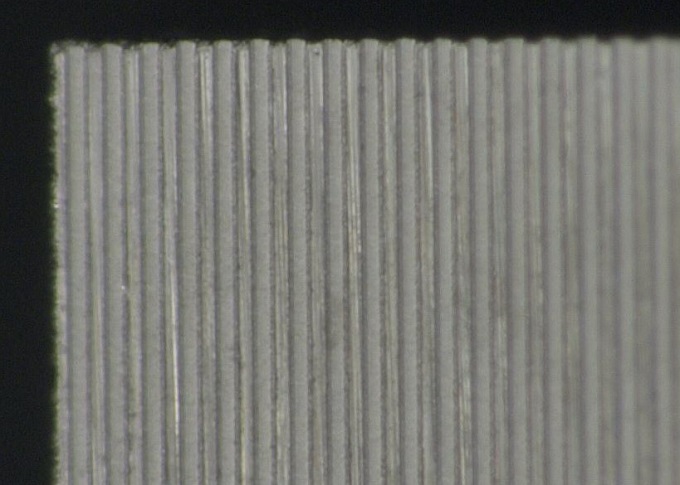
『微細V溝加工』の成形サンプル
| サイズ | 32×20×t2 |
|---|
超硬合金加工

| 被削材 | 超硬合金 V30 HRA 88.5 |
|---|---|
| 機械 | NVD4000(DMG森精機) |
| 工具 | 特殊電着工具 |
| 備考 | 特殊工具の使用により型彫り放電加工から切削加工への工法転換が可能です。加工時間等が大幅に削減でき、ローコストを実現します。 |

| 加工機 | 碌々産業 Android |
|---|---|
| 被削材 | 超硬合金 V30 88.5HRA |
| 最小工具 | φ0.5×R0.05ラジアスエンドミル |
| 備考 | 加工時間:30min 超硬合金への直彫り切削加工が可能です。 |
プレス金型部品
| 被削材 | KD20 HRA90 |
|---|---|
| 機械 | Android type-S |
| 工具 |
荒加工 ダイヤモンドコート R0.2ボールエンドミル 仕上げ PCD R0.2ボールエンドミル |
微細ポケット加工
| 加工機 | 碌々産業 Android |
|---|---|
| 被削材 | SUS420J |
| 最小工具 | R0.05CBNボールエンドミル |
| 加工時間 | 7h |
超硬への型彫り放電微細加工
| 加工機 | AP3L |
|---|---|
| 被削材 | 超硬合金 (HRA89) |
| 使用電極数 | 5本(銅タングステン) |
| 形状バラツキ | ±0.0015mm |
微細形彫放電加工(凸0.2㎜×凹0.2㎜×深さ1㎜)
| 加工機 | 三菱 MA2000 |
|---|---|
| 被削材 | SUS440C |
| 電極材 | 無酸素銅 |
| 加工時間 | 1h |
ミガキレス放電加工
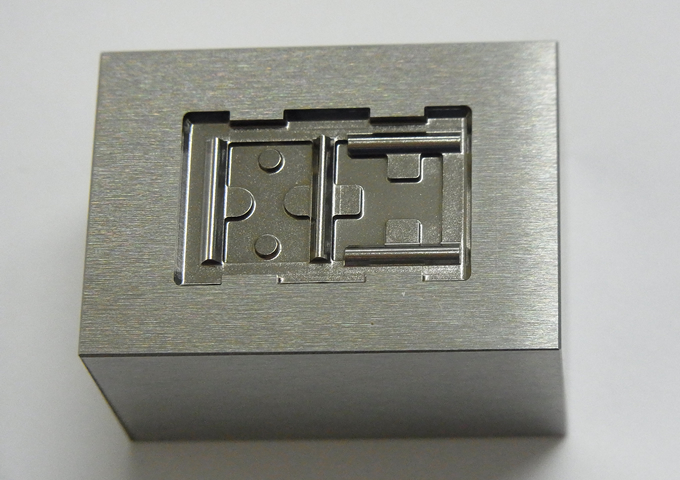
| 加工機 | 三菱 EA12V |
|---|---|
| 被削材 | SUS420J |
| 電極材 | 無酸素銅 |
| 加工時間 | 16h |
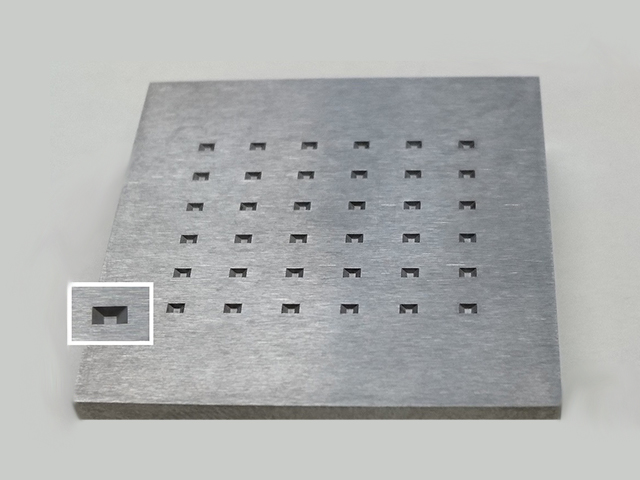
微細凸凹加工形状 0.03mmの溝
微細凹凸形状
| 被削材 | SUS420J2 |
|---|---|
| 溝幅 | 0.03mm |
| ピッチ | 0.03mm |
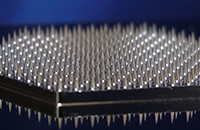
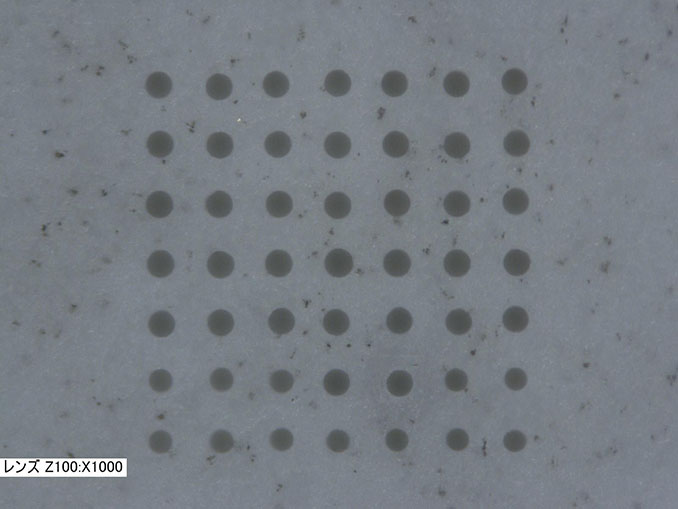
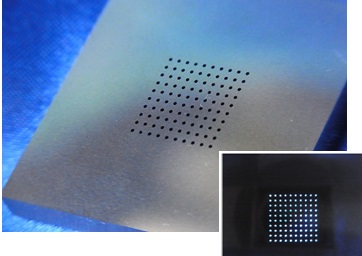
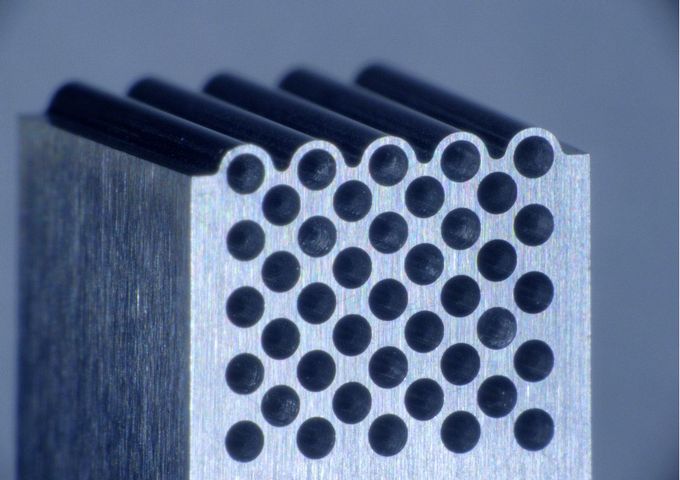
細穴加工
| 被削材 | マシナブルセラミックス |
|---|---|
| 工具 | Φ0.015超硬ドリル |
| 加工機 | Android |
| 穴数 | 49個 |
| 被削材 | SUS420J2 HRC32 |
|---|---|
| 工具 | Φ0.03ドリル |
| アスペクト比 | 1:20 |
| 被削材 | 超硬 VM40 HRA90 |
|---|---|
| 工具 | Φ0.4ドリル 100穴 深さ3.5mm |
| 被削材 | セラミック |
|---|---|
| 工具 | Φ0.03ドリル |
| アスペクト比 | 1:10 |
| 加工機 | 碌々産業 Android |
|---|---|
| 被削材 | SUS420J2 |
| 穴径 | φ0.5mm |
| 最小工具 | R0.1ボールエンドミル |
| 加工時間 | 14h |
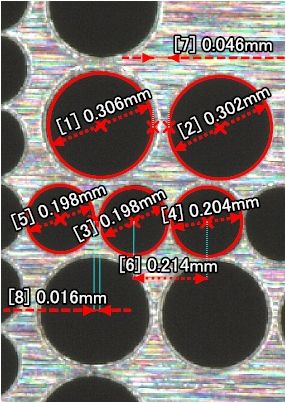
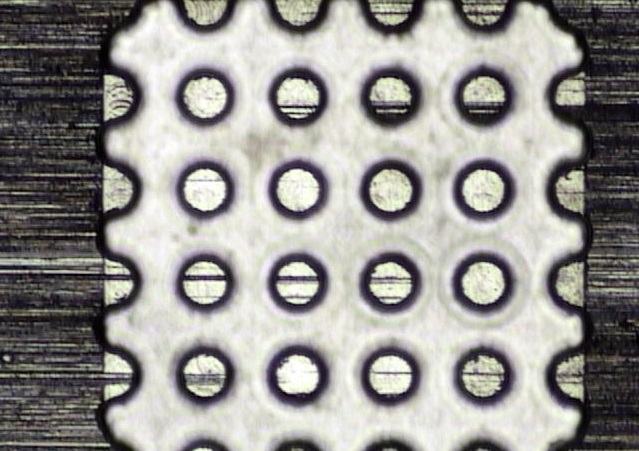
| 加工機 | 碌々産業 MEGAIII |
|---|---|
| 被削材 | SUS420J |
| 使用ドリル | φ0.2,φ0.3 |
| 穴間肉厚 |
Φ0.2の穴間を0.015mm、Φ0.3の穴間を0.05mm 細穴ドリル加工+薄肉加工の難加工を実現しました。 |
| 加工時間 | 5.5h |
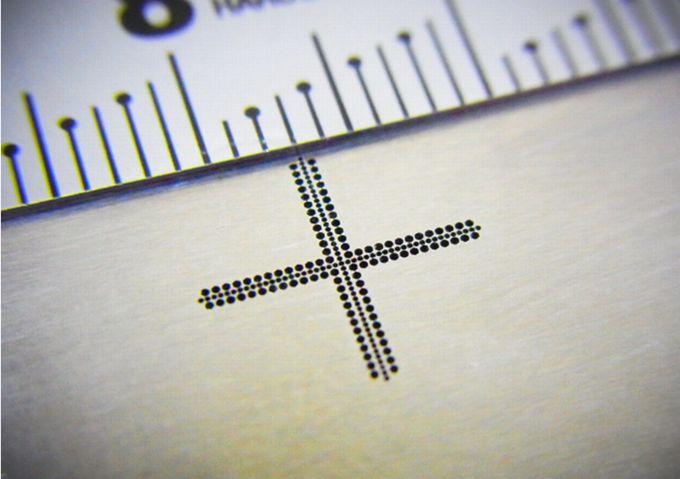
| 加工機 | 碌々産業 MEGAIII |
|---|---|
| 被削材 | A7075 |
| 最小工具 | φ0.4ドリル × 深1mm |
| 加工時間 |
20h72×72 5,184穴 ドリル1本による加工です。 |
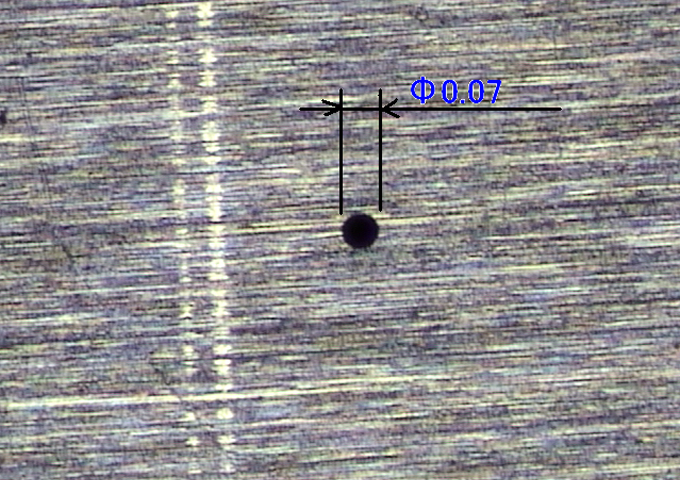
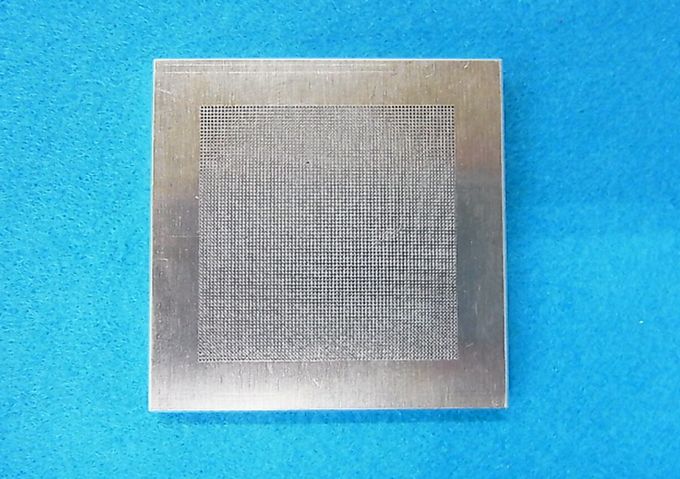
| 加工機 | 碌々産業 MEGAIII |
|---|---|
| 被削材 | SUS316 |
| 穴径 | 0.07mm |
| 加工深さ | 0.3mm |
| 加工時間 | 10min |
ボス形状削り Φ0.1mm ×高さ0.2mm NAK80
| 被削材 | NAK80 Φ0.1mm×高さ0.2mm (加工範囲1.0mm×1.0mm) |
|---|
NCによるシボ加工
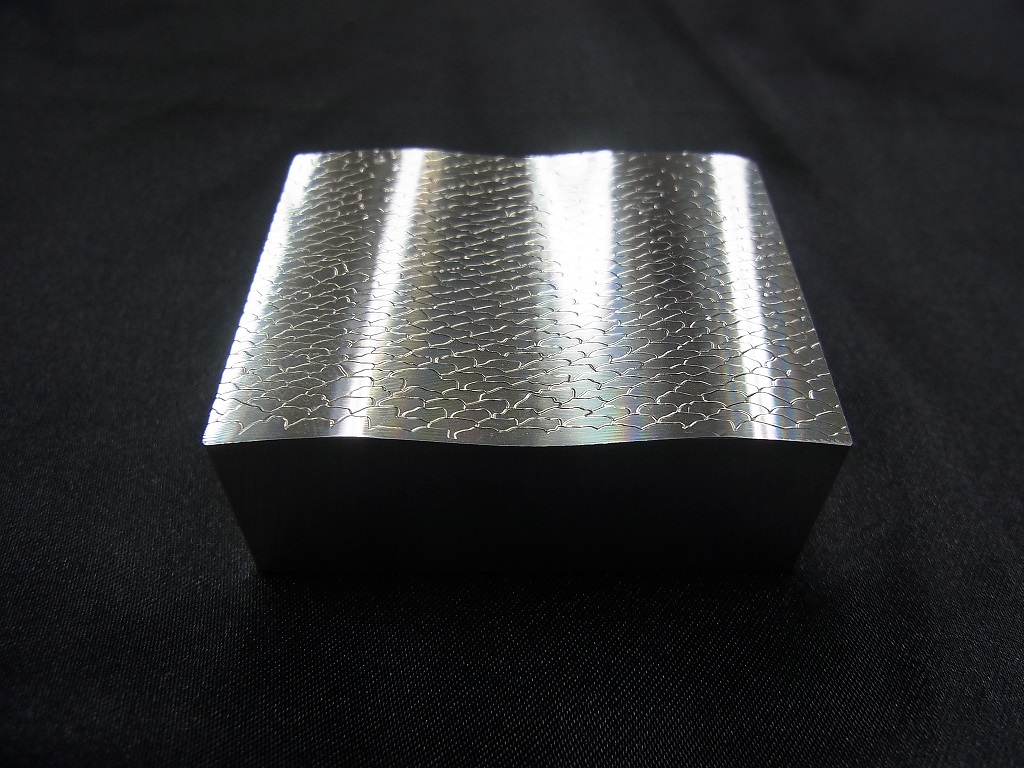
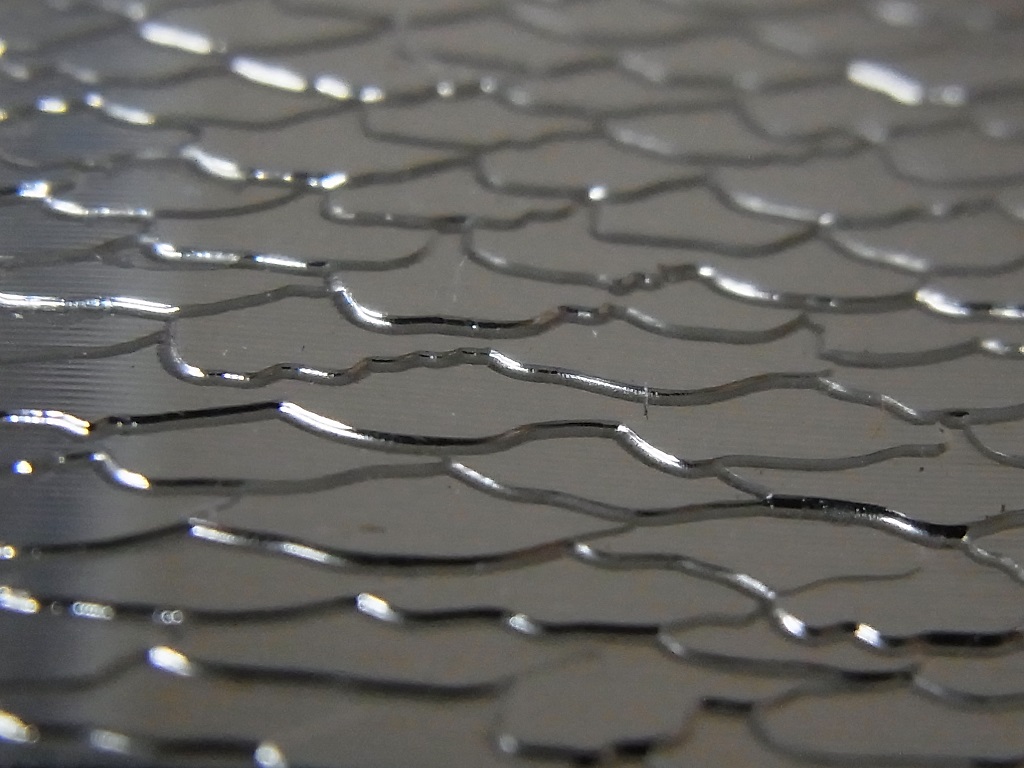
シボ加工サンプル1(ヘビ柄)
| 被削材 | HPM38 |
|---|---|
| 工具 | R0.1ボールエンドミル |
| 加工機 | Android |
細溝切削加工
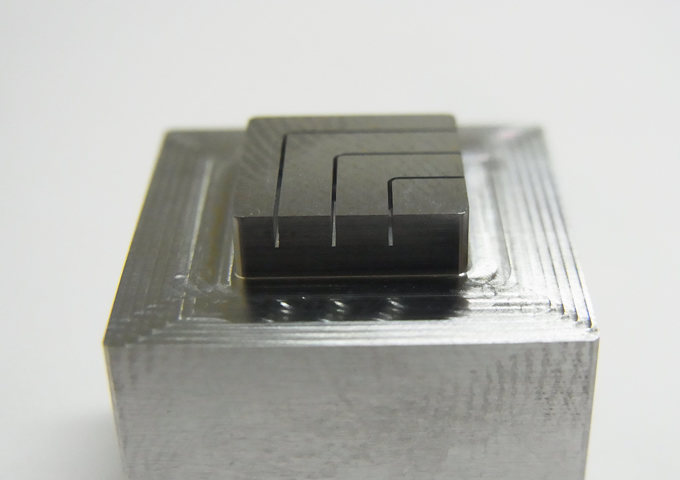
| 加工機 | 碌々産業 MEGAIII |
|---|---|
| 被削材 | SUS420J |
| 加工深さ | 1.5mm |
| 溝幅 | 0.2mm |
| 加工時間 | 5h |
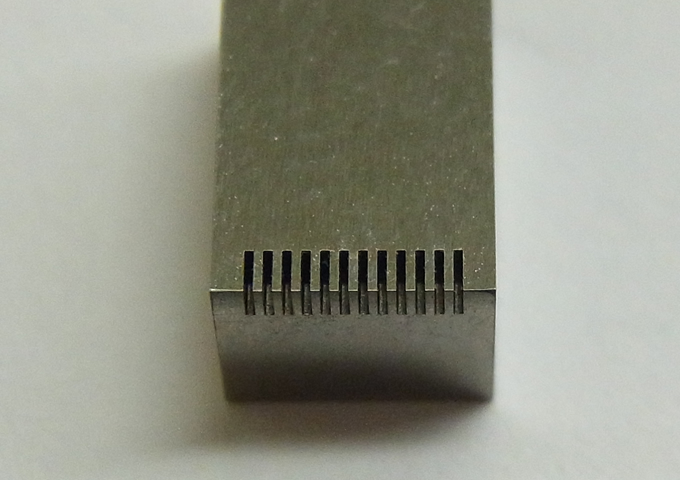
薄壁切削加工
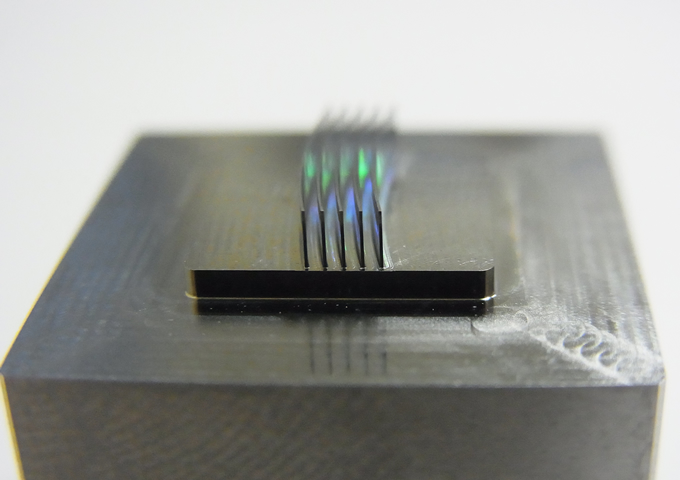
| 加工機 | 碌々産業 MEGAIII |
|---|---|
| 被削材 | SUS420J |
| 加工深さ | 2.0mm |
| 溝幅 | 0.1mm |
| 加工時間 | 3h |
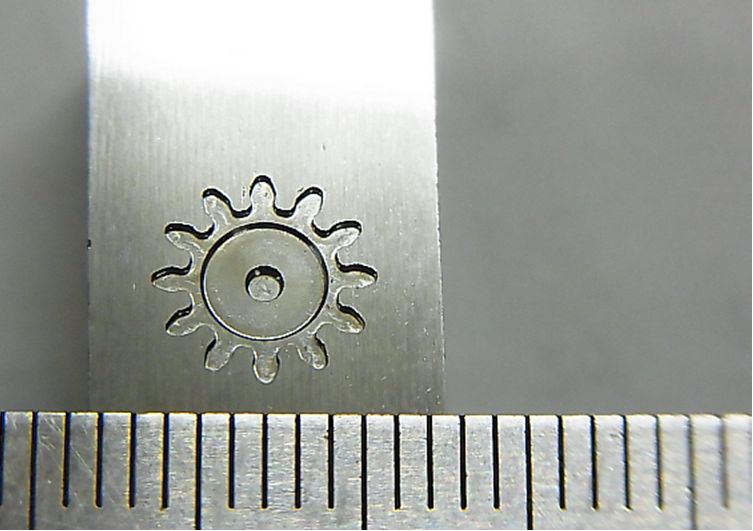
Φ0.03ワイヤー ギアの微細加工
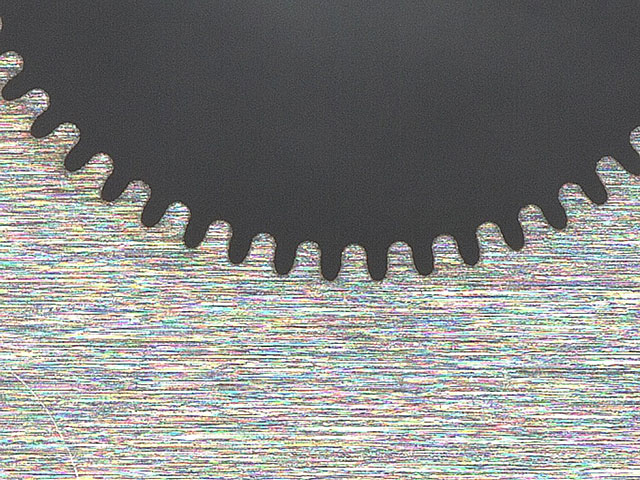
| 加工機 | AP250L(ソディック 油仕様) |
|---|---|
| 被削材 | HPM38 (HRC52) |
| ワイヤ線径 | Φ0.03 |
| 加工時間 | 70分(6回カット) |
φ0.05WE加工1
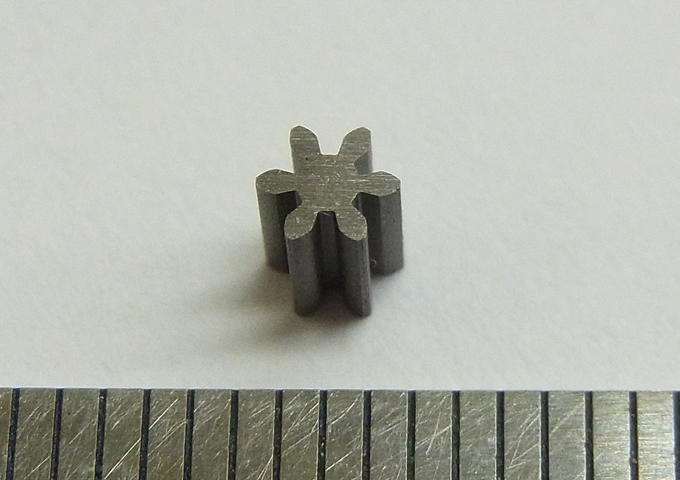
| 加工機 | ソディック AG400L |
|---|---|
| 被削材 | SKD61(HRC48) |
| WE線 | φ0.05 |
| 加工時間 | 2.5h |
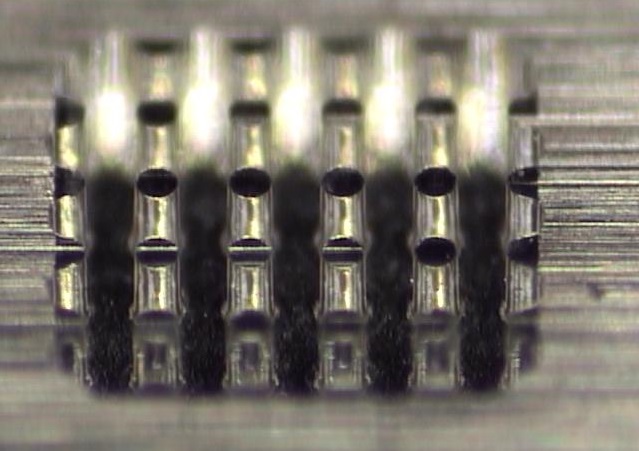
φ0.05WE加工 コネクタ
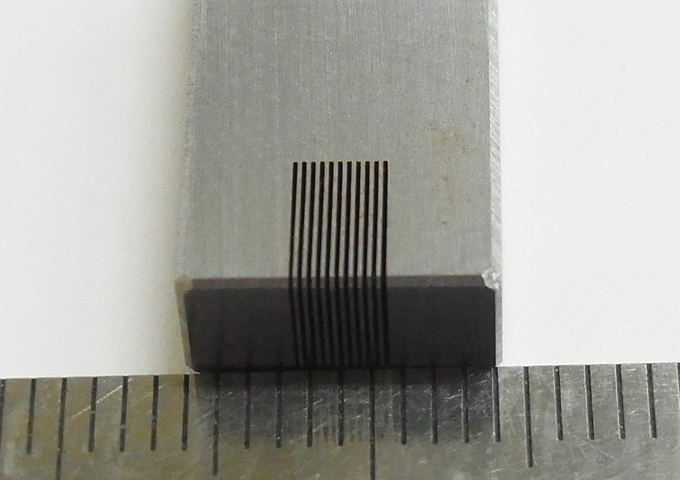
| 加工機 | ソディック AG400L |
|---|---|
| 被削材 | SKD61(HRC48) |
| WE線 | φ0.05 |
| 加工時間 | 2.5h |